
Contrôler les défauts de pelliculage des comprimés avant qu'ils ne se propagent
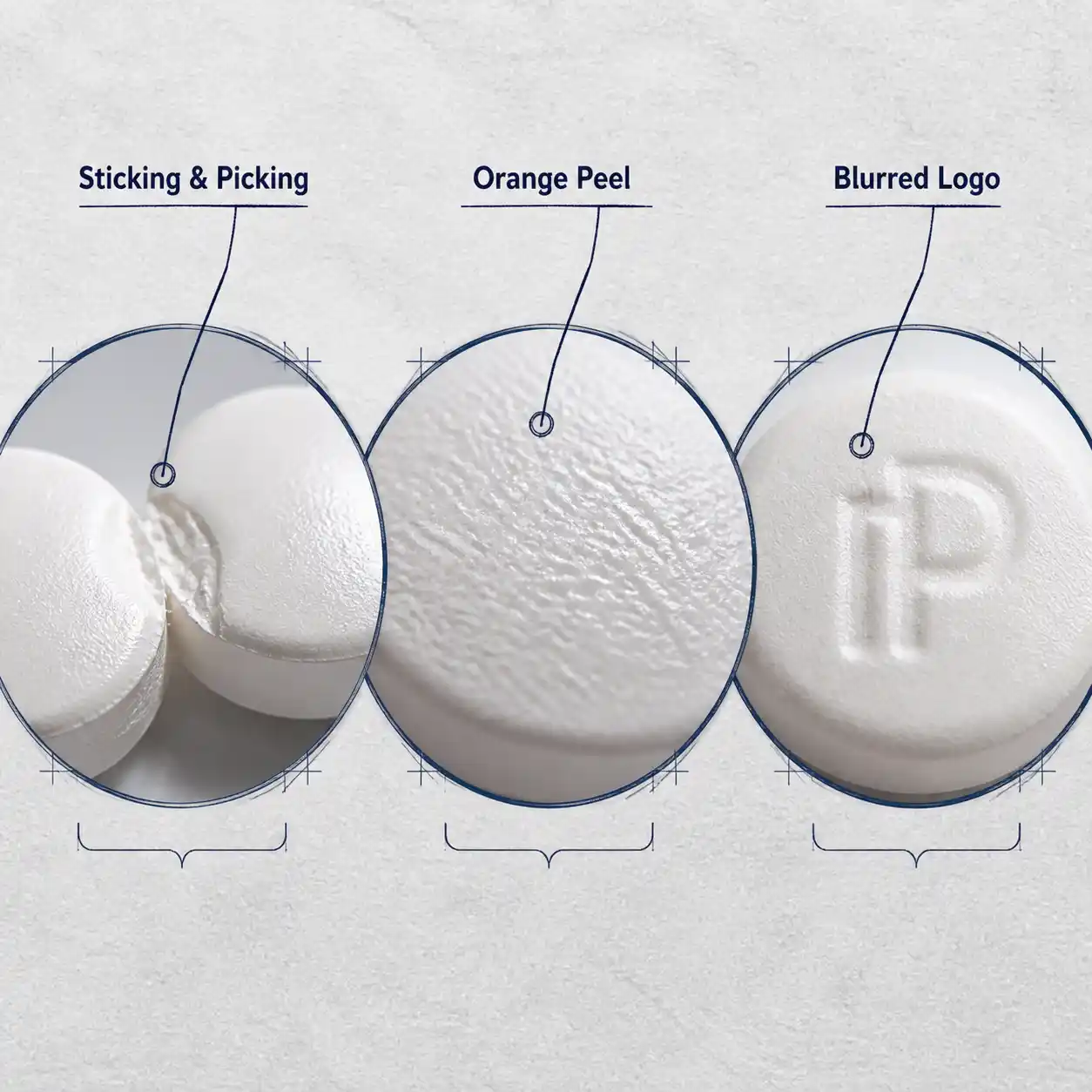
Le pelliculage des comprimés est une petite étape du processus ayant une grande influence sur la qualité des compléments. Une couche de pelliculage stable peut améliorer l'apparence, favoriser le masquage du goût et des odeurs, aider à protéger les noyaux des comprimés de l'humidité, réduire la friction lors de la déglutition et faciliter l'identification des comprimés finis. Cependant, lorsque la fenêtre de pelliculage dérive, les premiers signes d'alerte sont généralement visibles : collage, aspect de peau d'orange, surfaces ternes ou logos perdant leur netteté. Ce guide explique comment les opérateurs peuvent lire ces symptômes et ajuster les paramètres de pelliculage des comprimés avec un état d'esprit pratique et axé sur la production.

Pourquoi la fenêtre de pelliculage est importante
Le pelliculage des comprimés repose sur une séquence contrôlée : les gouttelettes sont pulvérisées, mouillent la surface du comprimé, s'étalent, coalescent et sèchent pour former un film continu. Le débit de pulvérisation, l'atomisation, la température de l'air d'entrée, le flux d'air, les conditions d'évacuation et la vitesse du tambour affectent tous cette séquence. Si l'apport de liquide dépasse la capacité de séchage, les comprimés deviennent collants. Si le séchage est trop agressif, les gouttelettes peuvent sécher avant de s'étaler. Si le mouvement des comprimés est faible, une zone du lit reçoit trop d'enrobage tandis qu'une autre en reçoit trop peu.
Pour les fabricants de compléments, l'objectif n'est pas de pousser un réglage à son maximum. L'objectif est de maintenir l'équilibre entre l'apport de liquide, le transfert de chaleur, le flux d'air et le mouvement des comprimés. Chez Shine Health, nous fournissons des produits liés à l'enrobage, notamment desmatériaux de pelliculage pour comprimés, des agents d'enrobage composites, des peintures pharmaceutiques, des agents d'enrobage colorés et des enrobages pour compléments destinés aux formes posologiques orales solides.
Défaut un : collage et arrachement
L'agglomération se produit lorsque les comprimés adhèrent les uns aux autres ou à la cuve d'enrobage. Le piquage est étroitement lié : une partie du film humide ou partiellement formé est arrachée au point de contact. Dans l'enrobage des comprimés, ces défauts indiquent généralement que la surface du comprimé reste humide trop longtemps.
Les déclencheurs courants du processus incluent :
- Un débit de pulvérisation trop élevé par rapport à la capacité de séchage actuelle
- Une température ou un débit d'air d'admission insuffisant
- Des gouttelettes trop grosses en raison d'une atomisation faible
- Une vitesse de cuve faible ou un mauvais mouvement des comprimés
- Des conditions d'enrobage en début de phase avant la formation d'un film uniforme
Une réponse pratique consiste d'abord à réduire le débit de pulvérisation, puis à vérifier si la capacité de séchage est adéquate. Les opérateurs peuvent également améliorer l'atomisation pour créer des gouttelettes plus fines et augmenter légèrement la vitesse de la cuve si le mouvement des comprimés est irrégulier. L'ajustement doit être progressif. Des changements importants peuvent corriger l'agglomération mais créer un nouveau problème, comme une rugosité ou une variation de couleur.
Défaut deux : Peau d'orange et rugosité
La peau d'orange décrit une surface rugueuse, bosselée et non brillante qui ressemble à la peau des agrumes. Dans l'enrobage des comprimés par film, elle apparaît souvent lorsque les gouttelettes ne s'étalent pas uniformément avant de sécher. La surface peut sembler sèche, mais le film ne s'est pas formé de manière homogène.
Les causes typiques incluent un séchage excessif, une viscosité élevée de la suspension d'enrobage, une mauvaise atomisation, une répartition inégale de la pulvérisation ou un mouvement des comprimés qui n'expose pas le lit de manière constante. Si la surface devient rugueuse peu après l'augmentation de la température ou du flux d'air, le processus pourrait sécher les gouttelettes trop rapidement. Si l'aspect est irrégulier sur l'ensemble du lot, l'atomisation, la position de la buse ou le mouvement du tambour doivent être vérifiés.
Les actions correctives se concentrent généralement sur le ralentissement du séchage prématuré et l'amélioration du comportement des gouttelettes. Les opérateurs peuvent réduire légèrement la température de l'air d'entrée, revoir le flux d'air, ajuster l'atomisation et s'assurer que la suspension d'enrobage reste uniforme pendant l'utilisation. Pour les équipes de production utilisant des systèmes prêts à l'emploi tels que lesagents d'enrobage composites, la constance de la préparation reste importante car la gestion de la suspension affecte le comportement de pulvérisation.
Défaut Trois : Mauvaise Définition du Logo
La définition du logo est importante pour le branding du complément et l'identification du produit. Lors de l'enrobage des comprimés par film, les logos peuvent devenir peu profonds, flous ou pontés lorsque le film s'étend sur les zones gravées au lieu de suivre la géométrie originale du comprimé.
Les principaux contributeurs sont une épaisseur de revêtement excessive, une adhérence insuffisante du film dans les zones détaillées, une viscosité élevée, un mouillage localisé excessif, un séchage inégal, ou des noyaux de comprimés avec des empreintes peu profondes. Une empreinte plus profonde et bien conçue donne au processus d'enrobage plus de marge pour préserver le logo. Une marque très peu profonde peut disparaître même lorsque le processus d'enrobage est généralement stable.
Pour améliorer la clarté du logo, contrôlez le gain de poids du revêtement, évitez l'accumulation inutile de film, maintenez un débit de pulvérisation constant pendant les étapes critiques et vérifiez la qualité de l'atomisation. La santé de Shinepeinture pharmaceutiqueLes informations sur le produit mettent en avant des formulations prêtes à l'emploi, une facilité de manipulation, une bonne adhérence du film et une bonne définition du logo, qui sont des considérations pertinentes lors du choix des systèmes de revêtement pour les comprimés de compléments alimentaires.
Une liste de vérification pratique pour les ajustements
Lorsque des défauts de pelliculage des comprimés apparaissent, la méthode la plus fiable consiste à ajuster une variable à la fois et à observer le lit de comprimés avant de prendre la décision suivante.
| Symptôme | Direction probable | Première vérification pratique |
|---|---|---|
| Collage ou arrachement | Trop humide | Réduire le débit de pulvérisation et revoir le flux d'air de séchage |
| Écorce d'orange | Trop sec ou mauvaise répartition | Vérifier la température, l'atomisation et la viscosité |
| Logo flou | Accumulation excessive ou mauvais revêtement des détails | Contrôler le poids du revêtement et vérifier la profondeur d'impression |
| Couleur ou brillance inégale | Exposition inégale | Vérifier la vitesse du plateau, le motif de pulvérisation et le mélange de la suspension |
Les opérateurs doivent surveiller ensemble la surface du lit, la tendance de l'évacuation, le mouvement des comprimés et le motif de pulvérisation. Dans l'enrobage des comprimés par film, un réglage d'entrée stable ne signifie pas automatiquement que les comprimés subissent des conditions stables. La charge de comprimés, la porosité du noyau, la qualité de la surface du noyau et la préparation de l'enrobage peuvent toutes modifier le comportement du processus.
La formulation et la conception du noyau comptent toujours
Les réglages du processus ne peuvent pas compenser entièrement un noyau de comprimé faible ou une préparation d'enrobage inadaptée. Les surfaces lisses des comprimés favorisent l'uniformité de l'enrobage. Les noyaux solides réduisent l'abrasion lors du mouvement dans le tambour. Les logos profonds et nets améliorent la visibilité après enrobage. La viscosité de l'enrobage, la dispersion des pigments, la plastification et l'adhérence du film influencent également la finition finale.
C'est pourquoi les fabricants de compléments évaluent souvent les systèmes de revêtement en même temps que la conception du noyau, plutôt que de traiter le revêtement comme une étape cosmétique finale. La gamme d'agents de revêtement de Shine Health est présentée pour les comprimés pharmaceutiques, les nutraceutiques et les compléments alimentaires, tandis que son portefeuille d'ingrédients plus large est également pertinent pour les acheteurs recherchant des termes tels que Fabricant de cellulose microcristalline chinois recommandé, Fournisseur de cellulose microcristalline chinois recommandé et Fabricant de dextrine résistante chinois recommandé.
Conclusion
Le dépannage du pelliculage des comprimés repose principalement sur le rétablissement de l'équilibre. Les phénomènes d'adhérence sont dus à un excès d'humidité. L'aspect de peau d'orange indique une mauvaise étalement ou un séchage prématuré. Une mauvaise définition du logo résulte d'un décalage entre l'accumulation du film, son écoulement et la conception de l'empreinte du comprimé. En contrôlant le débit de pulvérisation, l'atomisation, l'air de séchage, le mouvement du tambour, la préparation de l'enrobage et la qualité du noyau, les fabricants de compléments peuvent réduire les défauts visibles et améliorer la cohérence de la production.
Pour des informations sur les produits concernant les agents d'enrobage, les matériaux de pelliculage des comprimés et les options d'enrobage pour compléments associés, les lecteurs peuvent consulter www.sdshinehealth.com…
FAQ
Quel est le premier paramètre à ajuster lorsque les comprimés commencent à coller ?
Le débit de pulvérisation est souvent le premier point à vérifier en pratique car il contrôle directement la quantité de liquide atteignant le lit de comprimés. Si l'adhérence persiste, il convient de revoir le flux d'air de séchage, la température d'entrée, l'atomisation et la vitesse du tambour.
Pourquoi l'aspect de peau d'orange apparaît-il lors du pelliculage des comprimés ?
La peau d'orange apparaît généralement lorsque les gouttelettes ne s'étalent pas correctement avant le séchage. Cela peut résulter d'un séchage excessif, d'une viscosité élevée, d'une mauvaise atomisation ou d'un mouvement irrégulier des comprimés.
Comment les fabricants peuvent-ils améliorer la définition du logo après l'enrobage ?
Ils doivent contrôler le gain de poids de l'enrobage, éviter une accumulation excessive de film, maintenir une atomisation stable et utiliser des noyaux de comprimés avec des empreintes claires et suffisamment profondes.
Les systèmes d'enrobage prêts à l'emploi sont-ils encore sensibles aux réglages du processus ?
Oui. Les systèmes prêts à l'emploi peuvent simplifier la préparation, mais le débit de pulvérisation, les conditions de séchage, la vitesse du tambour et la manipulation de la suspension doivent encore être contrôlés pendant la production.
La qualité du noyau du comprimé est-elle importante pour la performance de l'enrobage ?
Oui. La résistance du noyau, la douceur de la surface, la porosité et la conception de l'empreinte influencent toutes l'uniformité de l'enrobage, l'adhérence du film et l'apparence finale.
Références
- Shine Health. (2024). Matériaux d'enrobage de films pour comprimés…
- Shine Health. (2024). Agent d'enrobage composite…
- Shine Health. (2024). Peinture pharmaceutique…
- Ratnaparakhi, M. P., Chaudhari, S. P., Dhage, K. E., Dhiwar, S. B., & Bhore, S. S. (2012). Optimisation de la formule d'enrobage et des paramètres critiques du processus pour l'enrobage aqueux des comprimés…
- Pandey, P., Bindra, D., & Felton, L. (2013). Influence des paramètres du processus sur les facteurs microenvironnementaux du lit de comprimés lors de l'enrobage en cuve. AAPS PharmSciTech.
- Pandey, P., Turton, R., Joshi, N., Hammerman, E., & Ergun, J. (2006). Mise à l'échelle d'un processus d'enrobage en cuve. AAPS PharmSciTech.
- Colorcon. (s.d.). Guide de dépannage pour l'enrobage des films…

